
L'association AERODYNE et l'INNOVLAB de l'IUT de Cachan travaillent depuis un moment sur un projet de reconstruction d'avion de chasse soviétique de 1944, un YAK 3. Il s'agit d'un chasseur très performant équipé d'un moteur de 1500 cv et pouvant atteindre des vitesses supérieures à 600 km/h.


Aujourd'hui nous vous proposons de suivre pas à pas la fabrication de la console latérale droite du poste de pilotage. Cette console accueille les commandes des volets de refroidissement du moteur.
Tout commence donc par une conception assisté par ordinateur (CAO) et en particulier par l'utilisation du module de tôlerie qui permet en concevant la pièce pliée, d'obtenir les dépliés.


Ci dessus l'accoudoir de la console pliée, ci dessous le déplié.
Les fichiers numériques des dépliés vont permettre d'alimenter le programme de découpe d'une faiseuse à panneaux.
Une fois toutes les pièces découpées, on organise le chantier. C'est très important de travailler dans un espace propre et bien rangé.

Sur la CAO, on contrôle les étapes de pliage pour ne pas se tromper de sens de pliage.

Et c'est parti pour les premiers pliages
On contrôle qu'on ne s'est pas trompé de sens :-)

Pour pouvoir obtenir l'angle de pliage voulu, on utilise une petite éprouvette avec laquelle on va tester les réglages de la machine. On contrôle les dimensions et l'angle. Avec une machine bien réglée on obtient des angles à moins de 5/10eme de degré et des dimensions au 1/10 de mm.

On poursuis les pliages.
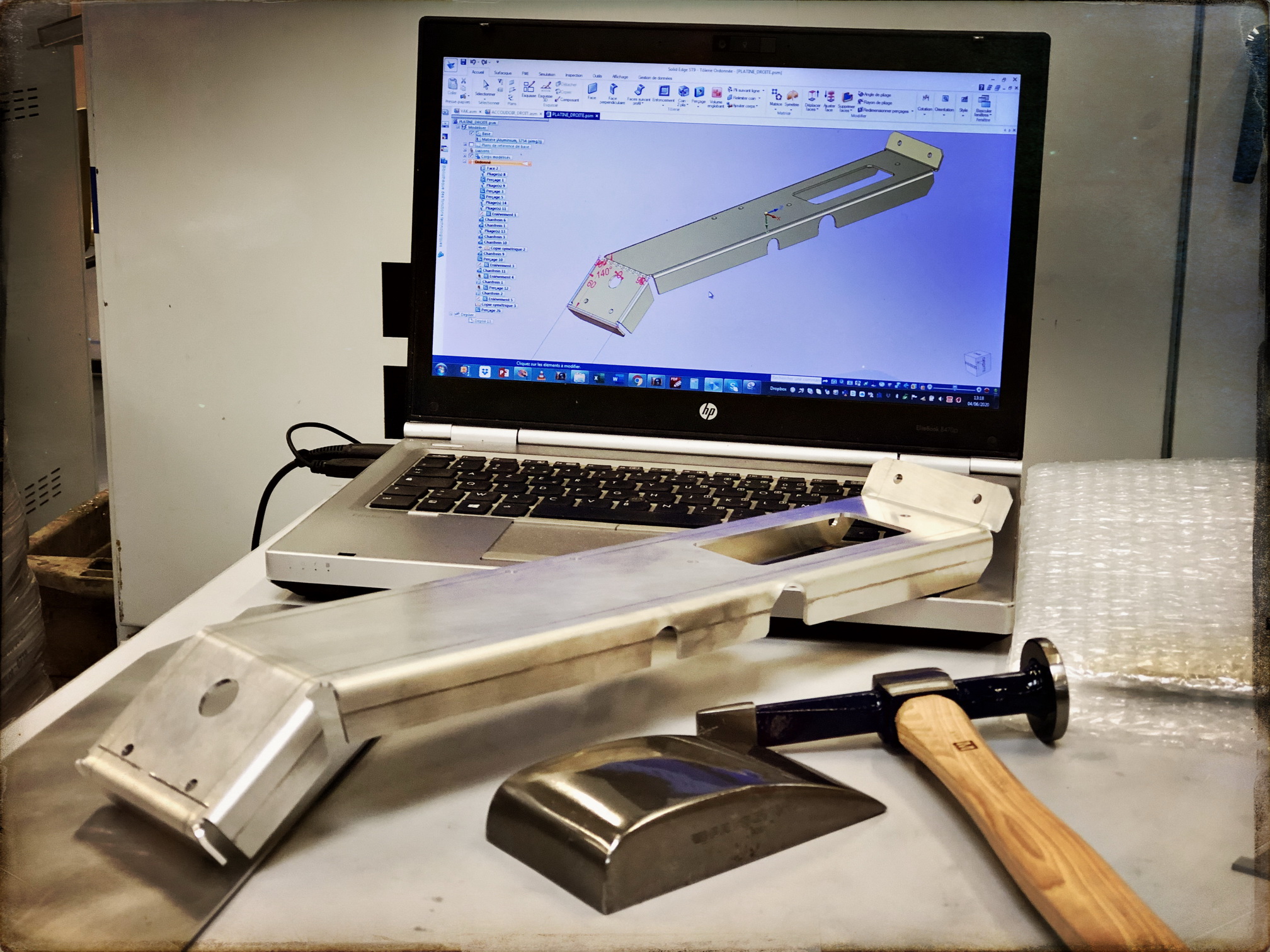
Ci dessous, le tas métallique et le marteau postillon. Sur la pièce on aperçoit la déformation au sommet du petit croquage.




Et voila le résultat.






