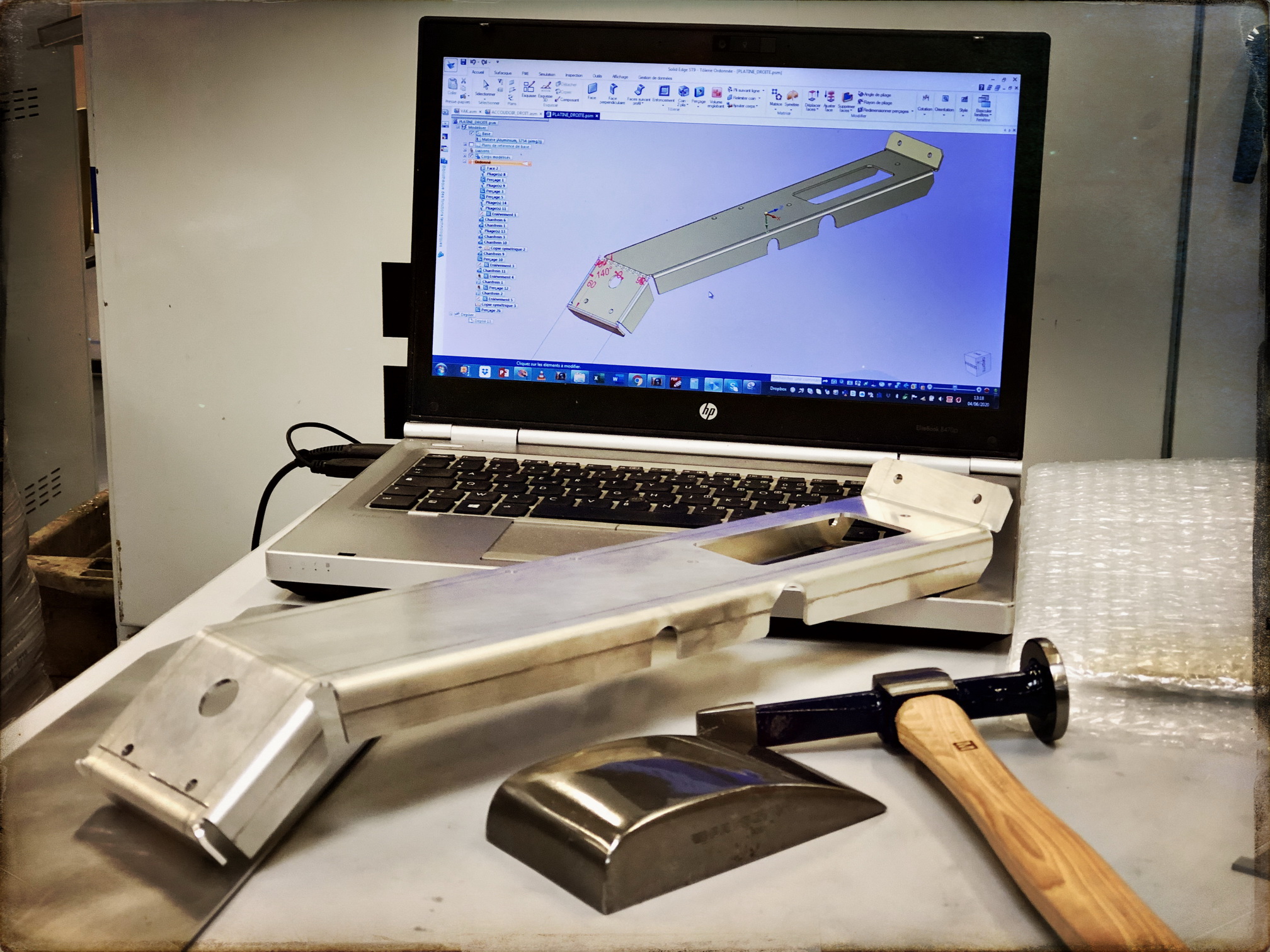
Usinage CNC dans de la tôle d'aluminium 5754 de 2 mm puis traitement de surface de passivation.

Chers amateurs de notre machine de découpe jet d'eau MAXIEM 0707.

L'association AERODYNE et l'Innovlab de l'IUT de Cachan participent à la conception et la construction d'un démonstrateur de lanceur réutilisable en collaboration avec le CNES, Planète Science et des PME.
Cette année, une équipe de 6 étudiants ont pour projet la réalisation d'un deuxième démonstrateur et de deux maquettes d'exposition.








Avec L'INNOVLAB de l'IUT de Cachan vers les étoiles !
Les lanceur réutilisables : l'Europe contre attaque !
Où l'on aperçoit quelques images du démonstrateur FROG développé en partenariat avec l'innovlab de l'IUT de Cachan.
Fabrication de patins hémisphériques pour atterrisseur de démonstrateur de lanceur spatial réutilisable. Fabrication par repoussage d'acier de 1.5 mm au tour, puis sablage et vernis.





Découpe jet d'eau d'éprouvettes de composite pour le labo PIMM de l'ENSAM.
Éprouvettes découpées dans des plaques de carbone de diverses épaisseurs. Les talons sont en fibre de verre rapportés par collage avant découpe. Inclinaison des éprouvettes de 10° par rapport à la direction des fibres.

Des masques de fabrication française grâce aux compétences de Bertrand Manuel, ingénieur de l'Université Paris Saclay et administrateur de l'Innovlab de l'IUT de Cachan.
L'Innovlab à apporté ses compétences en robotique industrielle pour assister cette jeune entreprise spécialisée dans la fabrication des masques.
Nicolas MERCADIE, responsable technique de l'INNOVLAB de l'IUT de Cachan a terminé la mise au point du nouveau moule de production de visières de protection équipé d'éjecteurs qui permettent une accélération notoire de la cadence de production.
La presse à injecter a produit maintenant plus de 1000 visières par jour (9h-19h)