
dimanche 9 décembre 2018
jeudi 29 novembre 2018
SENIOR CALORSTAT & INNOVLAB IUT de CACHAN
SENIOR CALORSTAT est une entreprise spécialisée dans la fabrication de soufflets métalliques pour l'aéronautique et le spatial.

L'INNOVLAB de l'IUT de Cachan à fait appel à ses compétences dans le cadre d'un projet aéronautique en développement à l'IUT.

Messieurs Eric BERNIER et Geoffrey CASSIO (Senior Calorstat) nous ont accueillis pour une séance de travail où nous avons réalisés des articulations rotulées en tubes soudés de 150 mm de diamètre et 5/10eme d'épais en Inox.





mercredi 28 novembre 2018
Petite séance de travail à la soufflerie Eiffel
Une petite séance de travail ce matin à la soufflerie Eiffel pour prises de cotes et modifications de la maquette numérique de l'outillage d’essai développé à l'Innovlab avec les étudiants de l'IUT de Cachan.

Votre serviteur, l'ordinateur posé sur le trépied original d'étalonnage de la balance aérodynamique de la soufflerie, sous la maquette du Jodel D112 !
 |
| Photo Yves-Michel JEULIN |
mardi 20 novembre 2018
L'Innovlab repousse la matière !
Après de multiples essais, Nicolas MERCADIE de l'Innovlab de l'IUT de Cachan à mis au point les outils et la méthode pour le formage des métaux par repoussage. Cette technique va nous permettre de proposer des pièces de révolutions en tôle de forme non développables.







Chapeau bas !

mercredi 14 novembre 2018
Grosse séance de travail à la Soufflerie Eiffel
Séance de travail à la soufflerie Eiffel pour monter et ajuster le dispositif d'essai développé par l'Innovlab de l'IUT de Cachan à travers deux stages d'étudiants (Kévin QI et Dan GRINCO).
Il s'agit de concevoir un dispositif qui permette de simuler le gradient du vent au ras du sol, ce que l'on appelle la couche limite atmosphérique afin de pouvoir faire des essais pour le bâtiment.

Nicolas MERCADIÉ, Alias James Bond





Séquence de montage de la plate forme
Mise en place des "T" amont et aval




Puis le troisième et dernier. Les panneaux sont guidés par des pions le long des solives afin d'éviter d’abîmer l'entoilage de la veine. Au niveau de la grille du convergeant, des butées empêchent les panneaux de plancher d’abîmer la grille.


Le premier voussoir est accroché au convergeant par une petite cordelette qui le maintient le temps de mettre le deuxième voussoir.


mercredi 24 octobre 2018
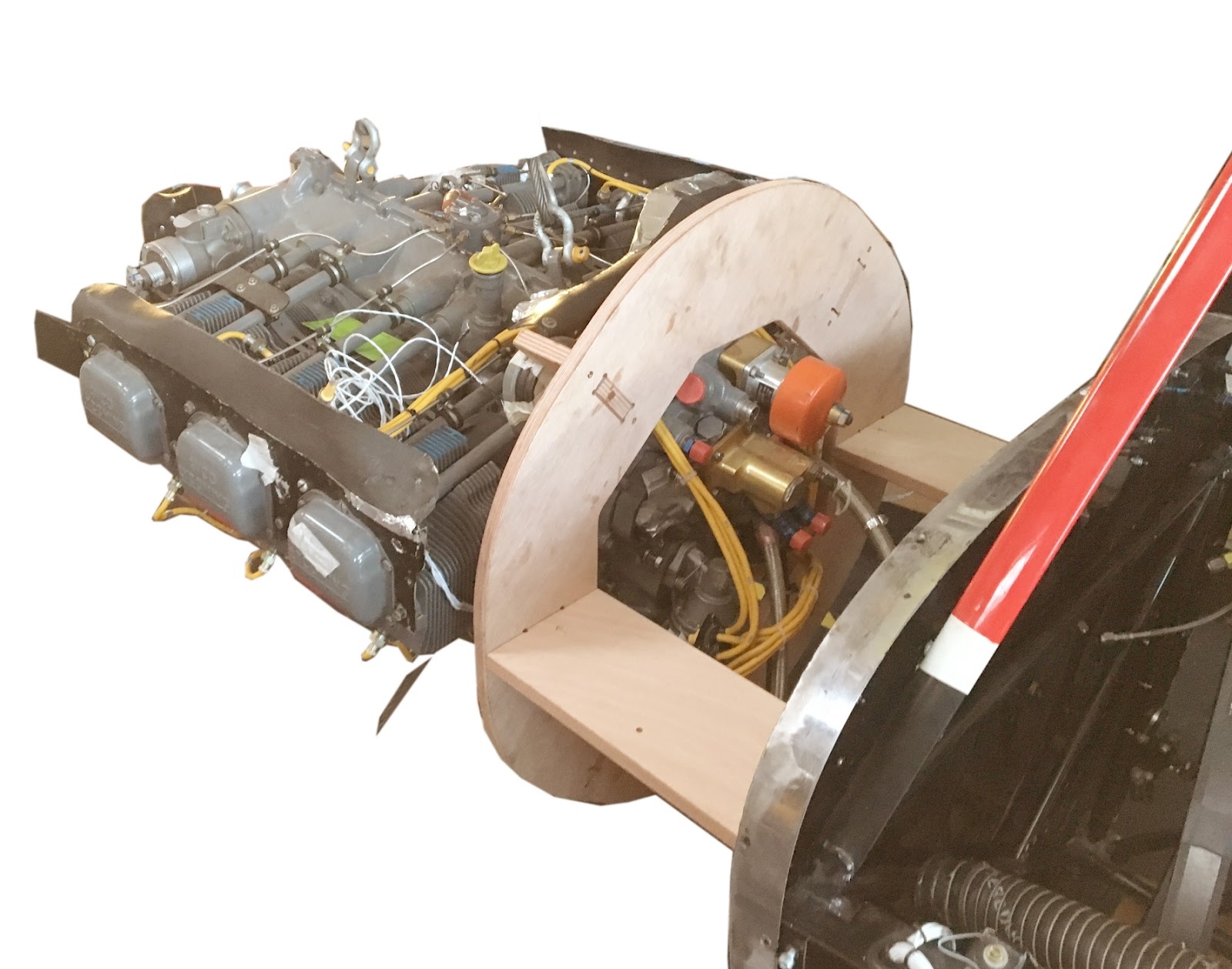
Réalisation d'un outillage pour la fabrication d'un berceau moteur


En collaboration avec AIRPROJET, nous avons réalisé un outillage de mise en position de moteur sur cellule d'avion. Cet outillage va permettre le maquettage du berceau moteur réalisé en tubes d'acier triangulés et soudés.

Cet exercice de conception d'un outillage est parfaitement adapté à nos étudiants de génie mécanique. Il permet de montrer des astuces d'assemblages par tenons mortaises avec grugeages des coins, de montrer l’intérêt des machines à commandes numériques etc ....






lundi 22 octobre 2018
Découpe jet d'eau de logotypes en laiton
Essai de découpe jet d'eau de logotype en laiton de 2 mm d'épaisseur. Diamètre 80 mm.
La finesse du trait de coupe est suffisante pour obtenir un joli tracé.

Polariscope pour un étudiant en troisième année à l'institut d'optique Paris Saclay
Ci dessous les premiers essais de découpe jet d'eau pour Léo POUGHON étudiant en troisième année à l'institut d'optique Paris Saclay.
Le but est de créer un polariscope qui permet la visualisation des contraintes dans un matériau transparent observé au travers de filtres polarisant.
Nous avons découpé les éléments du montage pour la mis en contrainte ainsi que des éprouvettes test en Polycarbonate.
A suivre découpe d'éprouvettes en verre.


Le but est de créer un polariscope qui permet la visualisation des contraintes dans un matériau transparent observé au travers de filtres polarisant.
Nous avons découpé les éléments du montage pour la mis en contrainte ainsi que des éprouvettes test en Polycarbonate.
A suivre découpe d'éprouvettes en verre.


mercredi 3 octobre 2018
Découpe au jet d'eau de viroles pour structure aéronautique
Trois heures de travail pour sortir ces cinq viroles pour structure aéronautique. Découpe au jet d'eau dans de l'aluminium 2024 de 22 mm d'épaisseur. Ces viroles forment les cadres d'une structure à revêtement travaillant en intégrant également un grand nombre de fonction.




jeudi 27 septembre 2018
Essai de formage de tôle d'aluminium
En prévision des compétences qu'il va nous falloir acquérir pour la fabrication d'un réservoir, nous avons réalisé un outillage de test pour le formage de l'aluminium. Nous souhaitons essayer la technique de fabrication des réservoirs par rivetage de tôles (étanchéité réalisée par pâte PR).
Il s'agit d'apprendre à former des bords tombés sur de l'aluminium.
Le brut en tôle d'aluminium 5754 est une forme oblongue (diamètre 100 mm , entraxe 200 mm) avec une réserve pour les bords tombés de 10 mm.





 Nous sommes assez satisfaits du résultat qui présente malgré tout encore quelques défauts.
Nous sommes assez satisfaits du résultat qui présente malgré tout encore quelques défauts.

Il s'agit d'apprendre à former des bords tombés sur de l'aluminium.
Le brut en tôle d'aluminium 5754 est une forme oblongue (diamètre 100 mm , entraxe 200 mm) avec une réserve pour les bords tombés de 10 mm.

Les contre-formes en contreplaqué de 18 mm prennent en sandouiche la tôle d'aluminium d'1 mm d'épaisseur. les contre-formes présentent un dépouille de 10° pour tenir compte du retour élastique de la matière (dépouille qui s'est avérée trop importante, je pense que 5-7° suffisent).



Le formage au maillet et cale en bois dur commence, ça forme des plis que l'on résorbera très progressivement à l'aide d'un tas et d'un marteau



Inscription à :
Commentaires (Atom)